ਲੋਕ ਅਕਸਰ ਮੈਨੂੰ "ਮੈਗਨਾਬੈਂਡ" ਕੋਇਲ ਡਿਜ਼ਾਈਨ ਲਈ ਉਹਨਾਂ ਦੀਆਂ ਗਣਨਾਵਾਂ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ ਕਹਿੰਦੇ ਹਨ।ਇਸਨੇ ਮੈਨੂੰ ਇਸ ਵੈਬ ਪੇਜ ਦੇ ਨਾਲ ਆਉਣ ਲਈ ਪ੍ਰੇਰਿਆ ਜੋ ਕੁਝ ਬੁਨਿਆਦੀ ਕੋਇਲ ਡੇਟਾ ਦਾਖਲ ਕੀਤੇ ਜਾਣ ਤੋਂ ਬਾਅਦ ਆਟੋਮੈਟਿਕ ਗਣਨਾ ਕਰਨ ਦੇ ਯੋਗ ਬਣਾਉਂਦਾ ਹੈ।
ਮੇਰੇ ਸਹਿਯੋਗੀ, ਟੋਨੀ ਗ੍ਰੇਨਜਰ ਦਾ ਬਹੁਤ ਬਹੁਤ ਧੰਨਵਾਦ, JavaScript ਪ੍ਰੋਗਰਾਮ ਲਈ ਜੋ ਇਸ ਪੰਨੇ 'ਤੇ ਗਣਨਾ ਕਰਦਾ ਹੈ।
ਕੋਇਲ ਕੈਲਕੂਲੇਟਰ ਪ੍ਰੋਗਰਾਮ
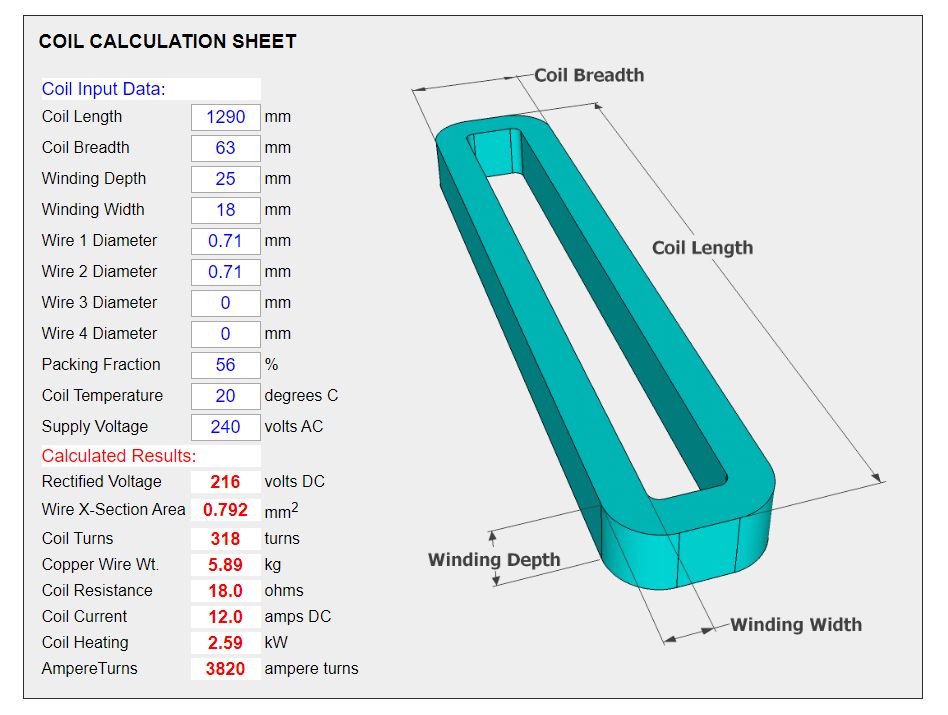
ਹੇਠਾਂ ਦਿੱਤੀ ਗਈ ਗਣਨਾ ਸ਼ੀਟ "ਮੈਗਨਾਬੈਂਡ" ਕੋਇਲਾਂ ਲਈ ਤਿਆਰ ਕੀਤੀ ਗਈ ਸੀ ਪਰ ਇਹ ਕਿਸੇ ਵੀ ਚੁੰਬਕ ਕੋਇਲ ਲਈ ਕੰਮ ਕਰੇਗੀ ਜੋ ਸੁਧਾਰੀ (DC) ਵੋਲਟੇਜ ਤੋਂ ਕੰਮ ਕਰਦੀ ਹੈ।
ਗਣਨਾ ਸ਼ੀਟ ਦੀ ਵਰਤੋਂ ਕਰਨ ਲਈ ਬਸ ਕੋਇਲ ਇਨਪੁਟ ਡੇਟਾ ਖੇਤਰਾਂ ਵਿੱਚ ਕਲਿਕ ਕਰੋ ਅਤੇ ਆਪਣੇ ਕੋਇਲ ਦੇ ਮਾਪ ਅਤੇ ਤਾਰ ਦੇ ਆਕਾਰ ਟਾਈਪ ਕਰੋ..
ਪ੍ਰੋਗਰਾਮ ਹਰ ਵਾਰ ਜਦੋਂ ਤੁਸੀਂ ENTER ਦਬਾਉਂਦੇ ਹੋ ਜਾਂ ਕਿਸੇ ਹੋਰ ਇਨਪੁਟ ਖੇਤਰ ਵਿੱਚ ਕਲਿਕ ਕਰਦੇ ਹੋ ਤਾਂ ਗਣਨਾ ਕੀਤੇ ਨਤੀਜੇ ਸੈਕਸ਼ਨ ਨੂੰ ਅਪਡੇਟ ਕਰਦਾ ਹੈ।
ਇਹ ਕੋਇਲ ਡਿਜ਼ਾਈਨ ਦੀ ਜਾਂਚ ਕਰਨਾ ਜਾਂ ਨਵੇਂ ਕੋਇਲ ਡਿਜ਼ਾਈਨ ਨਾਲ ਪ੍ਰਯੋਗ ਕਰਨਾ ਬਹੁਤ ਤੇਜ਼ ਅਤੇ ਆਸਾਨ ਬਣਾਉਂਦਾ ਹੈ।
ਇਨਪੁਟ ਡੇਟਾ ਫੀਲਡਾਂ ਵਿੱਚ ਪਹਿਲਾਂ ਤੋਂ ਭਰੇ ਗਏ ਨੰਬਰ ਸਿਰਫ਼ ਇੱਕ ਉਦਾਹਰਨ ਹਨ ਅਤੇ ਇੱਕ 1250E ਮੈਗਨਾਬੈਂਡ ਫੋਲਡਰ ਲਈ ਖਾਸ ਨੰਬਰ ਹਨ।
ਉਦਾਹਰਨ ਨੰਬਰਾਂ ਨੂੰ ਆਪਣੇ ਖੁਦ ਦੇ ਕੋਇਲ ਡੇਟਾ ਨਾਲ ਬਦਲੋ।ਜੇਕਰ ਤੁਸੀਂ ਪੰਨੇ ਨੂੰ ਤਾਜ਼ਾ ਕਰਦੇ ਹੋ ਤਾਂ ਉਦਾਹਰਨ ਨੰਬਰ ਸ਼ੀਟ 'ਤੇ ਵਾਪਸ ਆ ਜਾਣਗੇ।
(ਜੇਕਰ ਤੁਸੀਂ ਆਪਣੇ ਖੁਦ ਦੇ ਡੇਟਾ ਨੂੰ ਸੁਰੱਖਿਅਤ ਰੱਖਣਾ ਚਾਹੁੰਦੇ ਹੋ ਤਾਂ ਇਸ ਨੂੰ ਤਾਜ਼ਾ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਪੰਨੇ ਨੂੰ ਸੇਵ ਜਾਂ ਪ੍ਰਿੰਟ ਕਰੋ)।
ਸੁਝਾਈ ਗਈ ਕੋਇਲ ਡਿਜ਼ਾਈਨ ਪ੍ਰਕਿਰਿਆ:
ਤੁਹਾਡੇ ਪ੍ਰਸਤਾਵਿਤ ਕੋਇਲ ਲਈ ਮਾਪ, ਅਤੇ ਤੁਹਾਡੇ ਇੱਛਤ ਸਪਲਾਈ ਵੋਲਟੇਜ ਨੂੰ ਇਨਪੁਟ ਕਰੋ।(ਜਿਵੇਂ ਕਿ 110, 220, 240, 380, 415 ਵੋਲਟ ਏ.ਸੀ.)
ਵਾਇਰ 2, 3 ਅਤੇ 4 ਨੂੰ ਜ਼ੀਰੋ 'ਤੇ ਸੈੱਟ ਕਰੋ ਅਤੇ ਫਿਰ ਵਾਇਰ1 ਦੇ ਵਿਆਸ ਲਈ ਇੱਕ ਮੁੱਲ ਦਾ ਅਨੁਮਾਨ ਲਗਾਓ ਅਤੇ ਨੋਟ ਕਰੋ ਕਿ ਕਿੰਨੇ ਐਂਪੀਅਰ ਟਰਨ ਨਤੀਜੇ ਹਨ।
ਵਾਇਰ 1 ਵਿਆਸ ਨੂੰ ਉਦੋਂ ਤੱਕ ਵਿਵਸਥਿਤ ਕਰੋ ਜਦੋਂ ਤੱਕ ਤੁਹਾਡਾ ਟੀਚਾ ਐਂਪੀਅਰ ਟਰਨ ਪ੍ਰਾਪਤ ਨਹੀਂ ਹੋ ਜਾਂਦਾ, ਲਗਭਗ 3,500 ਤੋਂ 4,000 ਐਂਪੀਅਰ ਟਰਨ ਕਹੋ।
ਵਿਕਲਪਕ ਤੌਰ 'ਤੇ ਤੁਸੀਂ Wire1 ਨੂੰ ਇੱਕ ਤਰਜੀਹੀ ਆਕਾਰ ਵਿੱਚ ਸੈੱਟ ਕਰ ਸਕਦੇ ਹੋ ਅਤੇ ਫਿਰ ਆਪਣੇ ਟੀਚੇ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ Wire2 ਨੂੰ ਐਡਜਸਟ ਕਰ ਸਕਦੇ ਹੋ, ਜਾਂ Wire1 ਅਤੇ Wire2 ਦੋਵਾਂ ਨੂੰ ਤਰਜੀਹੀ ਆਕਾਰ ਵਿੱਚ ਸੈੱਟ ਕਰ ਸਕਦੇ ਹੋ ਅਤੇ ਫਿਰ ਆਪਣੇ ਟੀਚੇ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ Wire3 ਨੂੰ ਐਡਜਸਟ ਕਰ ਸਕਦੇ ਹੋ।
ਹੁਣ ਕੋਇਲ ਹੀਟਿੰਗ (ਪਾਵਰ ਡਿਸਸੀਪੇਸ਼ਨ)* ਨੂੰ ਦੇਖੋ।ਜੇਕਰ ਇਹ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ (ਮਹਿਲੋ 2 kW ਪ੍ਰਤੀ ਮੀਟਰ ਕੋਇਲ ਦੀ ਲੰਬਾਈ ਤੋਂ ਵੱਧ) ਤਾਂ ਐਂਪੀਅਰ ਟਰਨ ਨੂੰ ਘਟਾਉਣ ਦੀ ਲੋੜ ਹੋਵੇਗੀ।ਕਰੰਟ ਨੂੰ ਘਟਾਉਣ ਲਈ ਕੋਇਲ ਵਿੱਚ ਵਿਕਲਪਕ ਤੌਰ 'ਤੇ ਹੋਰ ਮੋੜ ਸ਼ਾਮਲ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ।ਜੇਕਰ ਤੁਸੀਂ ਕੋਇਲ ਦੀ ਚੌੜਾਈ ਜਾਂ ਡੂੰਘਾਈ ਨੂੰ ਵਧਾਉਂਦੇ ਹੋ, ਜਾਂ ਜੇ ਤੁਸੀਂ ਪੈਕਿੰਗ ਫਰੈਕਸ਼ਨ ਨੂੰ ਵਧਾਉਂਦੇ ਹੋ ਤਾਂ ਪ੍ਰੋਗਰਾਮ ਆਪਣੇ ਆਪ ਹੋਰ ਮੋੜ ਜੋੜ ਦੇਵੇਗਾ।
ਅੰਤ ਵਿੱਚ ਮਿਆਰੀ ਤਾਰ ਗੇਜਾਂ ਦੀ ਇੱਕ ਸਾਰਣੀ ਨਾਲ ਸਲਾਹ ਕਰੋ ਅਤੇ ਇੱਕ ਤਾਰ, ਜਾਂ ਤਾਰਾਂ ਦੀ ਚੋਣ ਕਰੋ, ਜਿਸਦਾ ਸੰਯੁਕਤ ਕਰਾਸ-ਸੈਕਸ਼ਨਲ ਖੇਤਰ ਪੜਾਅ 3 ਵਿੱਚ ਗਿਣਿਆ ਗਿਆ ਮੁੱਲ ਦੇ ਬਰਾਬਰ ਹੋਵੇ।
* ਨੋਟ ਕਰੋ ਕਿ ਪਾਵਰ ਡਿਸਸੀਪੇਸ਼ਨ ਐਂਪੀਅਰ ਟਰਨਜ਼ ਲਈ ਬਹੁਤ ਸੰਵੇਦਨਸ਼ੀਲ ਹੈ।ਇਹ ਇੱਕ ਵਰਗ ਕਾਨੂੰਨ ਪ੍ਰਭਾਵ ਹੈ.ਉਦਾਹਰਨ ਲਈ ਜੇਕਰ ਤੁਸੀਂ AmpereTurns (ਵਿੰਡਿੰਗ ਸਪੇਸ ਨੂੰ ਵਧਾਏ ਬਿਨਾਂ) ਦੁੱਗਣਾ ਕਰਦੇ ਹੋ ਤਾਂ ਪਾਵਰ ਡਿਸਸੀਪੇਸ਼ਨ 4 ਗੁਣਾ ਵੱਧ ਜਾਵੇਗੀ!
ਵਧੇਰੇ ਐਂਪੀਅਰ ਟਰਨਜ਼ ਮੋਟੀ ਤਾਰ (ਜਾਂ ਤਾਰਾਂ) ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਦੇ ਹਨ, ਅਤੇ ਮੋਟੀ ਤਾਰ ਦਾ ਮਤਲਬ ਹੈ ਵਧੇਰੇ ਮੌਜੂਦਾ ਅਤੇ ਉੱਚ ਪਾਵਰ ਡਿਸਸੀਪੇਸ਼ਨ ਜਦੋਂ ਤੱਕ ਕਿ ਮੋੜਾਂ ਦੀ ਗਿਣਤੀ ਨੂੰ ਮੁਆਵਜ਼ਾ ਦੇਣ ਲਈ ਵਧਾਇਆ ਨਹੀਂ ਜਾ ਸਕਦਾ।ਅਤੇ ਹੋਰ ਮੋੜਾਂ ਦਾ ਮਤਲਬ ਹੈ ਇੱਕ ਵੱਡਾ ਕੋਇਲ ਅਤੇ/ਜਾਂ ਇੱਕ ਬਿਹਤਰ ਪੈਕਿੰਗ ਫਰੈਕਸ਼ਨ।
ਇਹ ਕੋਇਲ ਗਣਨਾ ਪ੍ਰੋਗਰਾਮ ਤੁਹਾਨੂੰ ਉਹਨਾਂ ਸਾਰੇ ਕਾਰਕਾਂ ਨਾਲ ਆਸਾਨੀ ਨਾਲ ਪ੍ਰਯੋਗ ਕਰਨ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ।
ਨੋਟਸ:
(1) ਤਾਰ ਦੇ ਆਕਾਰ
ਪ੍ਰੋਗਰਾਮ ਕੋਇਲ ਵਿੱਚ 4 ਤਾਰਾਂ ਤੱਕ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ।ਜੇਕਰ ਤੁਸੀਂ ਇੱਕ ਤੋਂ ਵੱਧ ਤਾਰ ਲਈ ਇੱਕ ਵਿਆਸ ਦਰਜ ਕਰਦੇ ਹੋ, ਤਾਂ ਪ੍ਰੋਗਰਾਮ ਇਹ ਮੰਨ ਲਵੇਗਾ ਕਿ ਸਾਰੀਆਂ ਤਾਰਾਂ ਇੱਕਠੇ ਹੋ ਜਾਣਗੀਆਂ ਜਿਵੇਂ ਕਿ ਉਹ ਇੱਕ ਤਾਰ ਹਨ ਅਤੇ ਇਹ ਕਿ ਉਹ ਵਿੰਡਿੰਗ ਦੇ ਸ਼ੁਰੂ ਵਿੱਚ ਅਤੇ ਅੰਤ ਵਿੱਚ ਇੱਕ ਦੂਜੇ ਨਾਲ ਜੁੜੀਆਂ ਹੋਈਆਂ ਹਨ।(ਇਹ ਹੈ ਕਿ ਤਾਰਾਂ ਇਲੈਕਟ੍ਰਿਕ ਤੌਰ 'ਤੇ ਸਮਾਨਾਂਤਰ ਹੁੰਦੀਆਂ ਹਨ)।
(2 ਤਾਰਾਂ ਲਈ ਇਸ ਨੂੰ ਬਾਇਫਿਲਰ ਵਿੰਡਿੰਗ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਜਾਂ 3 ਤਾਰਾਂ ਲਈ ਟ੍ਰਾਈਫਿਲਰ ਵਿੰਡਿੰਗ)।
(2) ਪੈਕਿੰਗ ਫਰੈਕਸ਼ਨ, ਜਿਸ ਨੂੰ ਕਈ ਵਾਰ ਫਿਲ ਫੈਕਟਰ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਤਾਂਬੇ ਦੀ ਤਾਰ ਦੁਆਰਾ ਵਿਸਤ੍ਰਿਤ ਵਿੰਡਿੰਗ ਸਪੇਸ ਦੀ ਪ੍ਰਤੀਸ਼ਤਤਾ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ।ਇਹ ਤਾਰ ਦੀ ਸ਼ਕਲ (ਆਮ ਤੌਰ 'ਤੇ ਗੋਲ), ਤਾਰ 'ਤੇ ਇਨਸੂਲੇਸ਼ਨ ਦੀ ਮੋਟਾਈ, ਕੋਇਲ ਦੀ ਬਾਹਰੀ ਇਨਸੂਲੇਸ਼ਨ ਪਰਤ ਦੀ ਮੋਟਾਈ (ਆਮ ਤੌਰ 'ਤੇ ਇਲੈਕਟ੍ਰੀਕਲ ਪੇਪਰ), ਅਤੇ ਵਿੰਡਿੰਗ ਦੇ ਢੰਗ ਨਾਲ ਪ੍ਰਭਾਵਿਤ ਹੁੰਦਾ ਹੈ।ਵਾਇਨਿੰਗ ਵਿਧੀ ਵਿੱਚ ਜੰਬਲ ਵਿੰਡਿੰਗ (ਜੰਗਲੀ ਵਿੰਡਿੰਗ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ) ਅਤੇ ਲੇਅਰ ਵਾਇਨਿੰਗ ਸ਼ਾਮਲ ਹੋ ਸਕਦੀ ਹੈ।
ਜੰਬਲ-ਵਾਊਨ ਕੋਇਲ ਲਈ ਪੈਕਿੰਗ ਫਰੈਕਸ਼ਨ ਆਮ ਤੌਰ 'ਤੇ 55% ਤੋਂ 60% ਦੀ ਰੇਂਜ ਵਿੱਚ ਹੋਵੇਗਾ।
(3) ਪਹਿਲਾਂ ਤੋਂ ਭਰੇ ਹੋਏ ਉਦਾਹਰਨ ਨੰਬਰਾਂ (ਉੱਪਰ ਦੇਖੋ) ਦੇ ਨਤੀਜੇ ਵਜੋਂ ਕੋਇਲ ਪਾਵਰ 2.6 kW ਹੈ।ਇਹ ਅੰਕੜਾ ਬਹੁਤ ਜ਼ਿਆਦਾ ਜਾਪਦਾ ਹੈ ਪਰ ਇੱਕ ਮੈਗਨਾਬੈਂਡ ਮਸ਼ੀਨ ਨੂੰ ਸਿਰਫ 25% ਦੇ ਡਿਊਟੀ ਚੱਕਰ ਲਈ ਦਰਜਾ ਦਿੱਤਾ ਗਿਆ ਹੈ।ਇਸ ਤਰ੍ਹਾਂ ਕਈ ਮਾਮਲਿਆਂ ਵਿੱਚ ਔਸਤ ਪਾਵਰ ਡਿਸਸੀਪੇਸ਼ਨ ਬਾਰੇ ਸੋਚਣਾ ਵਧੇਰੇ ਯਥਾਰਥਵਾਦੀ ਹੈ, ਜੋ ਕਿ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੇ ਤਰੀਕੇ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ, ਉਸ ਅੰਕੜੇ ਦਾ ਸਿਰਫ਼ ਇੱਕ ਚੌਥਾਈ ਹੋਵੇਗਾ, ਆਮ ਤੌਰ 'ਤੇ ਇਸ ਤੋਂ ਵੀ ਘੱਟ।
ਜੇ ਤੁਸੀਂ ਸਕ੍ਰੈਚ ਤੋਂ ਡਿਜ਼ਾਈਨ ਕਰ ਰਹੇ ਹੋ ਤਾਂ ਸਮੁੱਚੀ ਪਾਵਰ ਡਿਸਸੀਪੇਸ਼ਨ ਵਿਚਾਰ ਕਰਨ ਲਈ ਇੱਕ ਬਹੁਤ ਹੀ ਆਯਾਤ ਪੈਰਾਮੀਟਰ ਹੈ;ਜੇਕਰ ਇਹ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ ਤਾਂ ਕੋਇਲ ਜ਼ਿਆਦਾ ਗਰਮ ਹੋ ਜਾਵੇਗੀ ਅਤੇ ਖਰਾਬ ਹੋ ਸਕਦੀ ਹੈ।
ਮੈਗਨਾਬੈਂਡ ਮਸ਼ੀਨਾਂ ਨੂੰ ਲਗਭਗ 2kW ਪ੍ਰਤੀ ਮੀਟਰ ਲੰਬਾਈ ਦੀ ਪਾਵਰ ਡਿਸਸੀਪੇਸ਼ਨ ਨਾਲ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਸੀ।25% ਡਿਊਟੀ ਚੱਕਰ ਦੇ ਨਾਲ ਇਹ ਲਗਭਗ 500W ਪ੍ਰਤੀ ਮੀਟਰ ਲੰਬਾਈ ਵਿੱਚ ਅਨੁਵਾਦ ਕਰਦਾ ਹੈ।
ਚੁੰਬਕ ਕਿੰਨਾ ਗਰਮ ਹੋਵੇਗਾ ਇਹ ਡਿਊਟੀ ਚੱਕਰ ਤੋਂ ਇਲਾਵਾ ਕਈ ਕਾਰਕਾਂ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ।ਪਹਿਲਾਂ ਚੁੰਬਕ ਦੀ ਥਰਮਲ ਜੜਤਾ, ਅਤੇ ਜੋ ਵੀ ਇਹ ਸੰਪਰਕ ਵਿੱਚ ਹੈ, (ਉਦਾਹਰਨ ਲਈ ਸਟੈਂਡ) ਦਾ ਮਤਲਬ ਹੈ ਕਿ ਸਵੈ-ਹੀਟਿੰਗ ਮੁਕਾਬਲਤਨ ਹੌਲੀ ਹੋਵੇਗੀ।ਲੰਬੇ ਸਮੇਂ ਵਿੱਚ ਚੁੰਬਕ ਦਾ ਤਾਪਮਾਨ ਚੌਗਿਰਦੇ ਦੇ ਤਾਪਮਾਨ, ਚੁੰਬਕ ਦੇ ਸਤਹ ਖੇਤਰ ਅਤੇ ਇੱਥੋਂ ਤੱਕ ਕਿ ਇਸਨੂੰ ਕਿਸ ਰੰਗ ਨਾਲ ਪੇਂਟ ਕੀਤਾ ਗਿਆ ਹੈ ਦੁਆਰਾ ਪ੍ਰਭਾਵਿਤ ਹੋਵੇਗਾ!(ਉਦਾਹਰਣ ਲਈ, ਇੱਕ ਕਾਲਾ ਰੰਗ ਚਾਂਦੀ ਦੇ ਰੰਗ ਨਾਲੋਂ ਬਿਹਤਰ ਗਰਮੀ ਨੂੰ ਫੈਲਾਉਂਦਾ ਹੈ)।
ਨਾਲ ਹੀ, ਇਹ ਮੰਨਦੇ ਹੋਏ ਕਿ ਚੁੰਬਕ ਇੱਕ "ਮੈਗਨਾਬੈਂਡ" ਮਸ਼ੀਨ ਦਾ ਹਿੱਸਾ ਹੈ, ਤਾਂ ਵਰਕਪੀਸ ਜੋ ਮੋੜਿਆ ਜਾ ਰਿਹਾ ਹੈ ਉਹ ਗਰਮੀ ਨੂੰ ਜਜ਼ਬ ਕਰ ਲੈਣਗੇ ਜਦੋਂ ਉਹ ਚੁੰਬਕ ਵਿੱਚ ਬੰਦ ਹੁੰਦੇ ਹਨ ਅਤੇ ਇਸ ਤਰ੍ਹਾਂ ਕੁਝ ਗਰਮੀ ਨੂੰ ਦੂਰ ਕਰ ਲੈਂਦੇ ਹਨ।ਕਿਸੇ ਵੀ ਸਥਿਤੀ ਵਿੱਚ ਚੁੰਬਕ ਨੂੰ ਇੱਕ ਥਰਮਲ ਟ੍ਰਿਪ ਡਿਵਾਈਸ ਦੁਆਰਾ ਸੁਰੱਖਿਅਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.
(4) ਨੋਟ ਕਰੋ ਕਿ ਪ੍ਰੋਗਰਾਮ ਤੁਹਾਨੂੰ ਕੋਇਲ ਲਈ ਤਾਪਮਾਨ ਦਰਜ ਕਰਨ ਦੀ ਇਜਾਜ਼ਤ ਦਿੰਦਾ ਹੈ ਅਤੇ ਇਸ ਤਰ੍ਹਾਂ ਤੁਸੀਂ ਕੋਇਲ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਕੋਇਲ ਕਰੰਟ 'ਤੇ ਇਸਦਾ ਪ੍ਰਭਾਵ ਦੇਖ ਸਕਦੇ ਹੋ।ਕਿਉਂਕਿ ਗਰਮ ਤਾਰ ਵਿੱਚ ਇੱਕ ਉੱਚ ਪ੍ਰਤੀਰੋਧਕਤਾ ਹੁੰਦੀ ਹੈ, ਇਸਦੇ ਨਤੀਜੇ ਵਜੋਂ ਇੱਕ ਕੋਇਲ ਕਰੰਟ ਘੱਟ ਜਾਂਦਾ ਹੈ ਅਤੇ ਨਤੀਜੇ ਵਜੋਂ ਮੈਗਨੇਟਾਈਜ਼ਿੰਗ ਫੋਰਸ (ਐਂਪੀਅਰ ਟਰਨਜ਼) ਵੀ ਘੱਟ ਜਾਂਦੀ ਹੈ।ਪ੍ਰਭਾਵ ਕਾਫ਼ੀ ਮਹੱਤਵਪੂਰਨ ਹੈ.
(5) ਪ੍ਰੋਗਰਾਮ ਇਹ ਮੰਨਦਾ ਹੈ ਕਿ ਕੋਇਲ ਤਾਂਬੇ ਦੀ ਤਾਰ ਨਾਲ ਜ਼ਖ਼ਮ ਹੈ, ਜੋ ਕਿ ਚੁੰਬਕ ਕੋਇਲ ਲਈ ਸਭ ਤੋਂ ਵਿਹਾਰਕ ਕਿਸਮ ਦੀ ਤਾਰ ਹੈ।
ਅਲਮੀਨੀਅਮ ਦੀ ਤਾਰ ਵੀ ਇੱਕ ਸੰਭਾਵਨਾ ਹੈ, ਪਰ ਐਲੂਮੀਨੀਅਮ ਵਿੱਚ ਤਾਂਬੇ (ਕਾਂਪਰ ਲਈ 1.72 ਦੇ ਮੁਕਾਬਲੇ 2.65 ਓਮ ਮੀਟਰ) ਨਾਲੋਂ ਉੱਚ ਪ੍ਰਤੀਰੋਧਕਤਾ ਹੈ ਜੋ ਇੱਕ ਘੱਟ ਕੁਸ਼ਲ ਡਿਜ਼ਾਈਨ ਵੱਲ ਲੈ ਜਾਂਦੀ ਹੈ।ਜੇਕਰ ਤੁਹਾਨੂੰ ਐਲੂਮੀਨੀਅਮ ਤਾਰ ਲਈ ਗਣਨਾ ਦੀ ਲੋੜ ਹੈ ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਮੇਰੇ ਨਾਲ ਸੰਪਰਕ ਕਰੋ।
(6) ਜੇਕਰ ਤੁਸੀਂ "ਮੈਗਨਾਬੈਂਡ" ਸ਼ੀਟ ਮੈਟਲ ਫੋਲਡਰ ਲਈ ਇੱਕ ਕੋਇਲ ਡਿਜ਼ਾਈਨ ਕਰ ਰਹੇ ਹੋ, ਅਤੇ ਜੇਕਰ ਚੁੰਬਕ ਬਾਡੀ ਵਾਜਬ ਤੌਰ 'ਤੇ ਮਿਆਰੀ ਕਰਾਸ ਸੈਕਸ਼ਨ ਸਾਈਜ਼ (100 x 50mm ਕਹੋ) ਦਾ ਹੈ, ਤਾਂ ਤੁਹਾਨੂੰ ਸੰਭਵ ਤੌਰ 'ਤੇ ਆਲੇ-ਦੁਆਲੇ ਦੇ ਚੁੰਬਕੀ ਬਲ (ਐਂਪੀਅਰ ਟਰਨਜ਼) ਲਈ ਨਿਸ਼ਾਨਾ ਬਣਾਉਣਾ ਚਾਹੀਦਾ ਹੈ। 3,500 ਤੋਂ 4,000 ਐਂਪੀਅਰ ਵਾਰੀ।ਇਹ ਅੰਕੜਾ ਮਸ਼ੀਨ ਦੀ ਅਸਲ ਲੰਬਾਈ ਤੋਂ ਸੁਤੰਤਰ ਹੈ।ਲੰਬੀਆਂ ਮਸ਼ੀਨਾਂ ਨੂੰ AmpereTurns ਲਈ ਉਹੀ ਮੁੱਲ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਮੋਟੀ ਤਾਰ (ਜਾਂ ਤਾਰ ਦੇ ਵਧੇਰੇ ਤਾਰਾਂ) ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਲੋੜ ਹੋਵੇਗੀ।
ਇਸ ਤੋਂ ਵੀ ਜ਼ਿਆਦਾ ਐਂਪੀਅਰ ਮੋੜ ਬਿਹਤਰ ਹੋਣਗੇ, ਖਾਸ ਤੌਰ 'ਤੇ ਜੇ ਤੁਸੀਂ ਅਲਮੀਨੀਅਮ ਵਰਗੀਆਂ ਗੈਰ-ਚੁੰਬਕੀ ਸਮੱਗਰੀ ਨੂੰ ਕਲੈਂਪ ਕਰਨਾ ਚਾਹੁੰਦੇ ਹੋ।
ਹਾਲਾਂਕਿ, ਚੁੰਬਕ ਦੇ ਦਿੱਤੇ ਗਏ ਸਮੁੱਚੇ ਆਕਾਰ ਅਤੇ ਖੰਭਿਆਂ ਦੀ ਮੋਟਾਈ ਲਈ, ਵਧੇਰੇ ਐਂਪੀਅਰ ਮੋੜ ਸਿਰਫ ਉੱਚ ਕਰੰਟ ਦੀ ਕੀਮਤ 'ਤੇ ਪ੍ਰਾਪਤ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ ਅਤੇ ਇਸ ਤਰ੍ਹਾਂ ਉੱਚ ਪਾਵਰ ਡਿਸਸੀਪੇਸ਼ਨ ਅਤੇ ਨਤੀਜੇ ਵਜੋਂ ਚੁੰਬਕ ਵਿੱਚ ਵਧੀ ਹੋਈ ਹੀਟਿੰਗ।ਇਹ ਠੀਕ ਹੋ ਸਕਦਾ ਹੈ ਜੇਕਰ ਇੱਕ ਘੱਟ ਡਿਊਟੀ ਚੱਕਰ ਸਵੀਕਾਰਯੋਗ ਹੈ ਨਹੀਂ ਤਾਂ ਹੋਰ ਮੋੜਾਂ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨ ਲਈ ਇੱਕ ਵੱਡੀ ਵਿੰਡਿੰਗ ਸਪੇਸ ਦੀ ਲੋੜ ਹੈ, ਅਤੇ ਇਸਦਾ ਮਤਲਬ ਹੈ ਇੱਕ ਵੱਡਾ ਚੁੰਬਕ (ਜਾਂ ਪਤਲੇ ਖੰਭੇ)।
(7) ਜੇਕਰ ਤੁਸੀਂ ਡਿਜ਼ਾਈਨ ਕਰ ਰਹੇ ਹੋ, ਕਹੋ, ਇੱਕ ਚੁੰਬਕੀ ਚੱਕ ਤਾਂ ਇੱਕ ਬਹੁਤ ਉੱਚੇ ਡਿਊਟੀ ਚੱਕਰ ਦੀ ਲੋੜ ਹੋਵੇਗੀ।(ਐਪਲੀਕੇਸ਼ਨ 'ਤੇ ਨਿਰਭਰ ਕਰਦਿਆਂ ਫਿਰ ਸ਼ਾਇਦ 100% ਡਿਊਟੀ ਚੱਕਰ ਦੀ ਲੋੜ ਹੋ ਸਕਦੀ ਹੈ)।ਉਸ ਸਥਿਤੀ ਵਿੱਚ ਤੁਸੀਂ ਪਤਲੀ ਤਾਰ ਦੀ ਵਰਤੋਂ ਕਰੋਗੇ ਅਤੇ ਸ਼ਾਇਦ 1,000 ਐਂਪੀਅਰ ਮੋੜਾਂ ਦੀ ਚੁੰਬਕੀ ਸ਼ਕਤੀ ਲਈ ਡਿਜ਼ਾਈਨ ਕਰੋਗੇ।
ਉਪਰੋਕਤ ਨੋਟਸ ਸਿਰਫ ਇੱਕ ਵਿਚਾਰ ਦੇਣ ਲਈ ਹਨ ਕਿ ਇਸ ਬਹੁਮੁਖੀ ਕੋਇਲ ਕੈਲਕੁਲੇਟਰ ਪ੍ਰੋਗਰਾਮ ਨਾਲ ਕੀ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਸਟੈਂਡਰਡ ਵਾਇਰ ਗੇਜ:
ਇਤਿਹਾਸਕ ਤੌਰ 'ਤੇ ਤਾਰ ਦੇ ਆਕਾਰ ਨੂੰ ਦੋ ਪ੍ਰਣਾਲੀਆਂ ਵਿੱਚੋਂ ਇੱਕ ਵਿੱਚ ਮਾਪਿਆ ਗਿਆ ਸੀ:
ਸਟੈਂਡਰਡ ਵਾਇਰ ਗੇਜ (SWG) ਜਾਂ ਅਮਰੀਕਨ ਵਾਇਰ ਗੇਜ (AWG)
ਬਦਕਿਸਮਤੀ ਨਾਲ ਇਹਨਾਂ ਦੋਨਾਂ ਮਾਪਦੰਡਾਂ ਲਈ ਗੇਜ ਨੰਬਰ ਇੱਕ ਦੂਜੇ ਨਾਲ ਬਿਲਕੁਲ ਮੇਲ ਨਹੀਂ ਖਾਂਦੇ ਅਤੇ ਇਸ ਨਾਲ ਉਲਝਣ ਪੈਦਾ ਹੋ ਗਿਆ ਹੈ।
ਅੱਜ ਕੱਲ੍ਹ ਉਹਨਾਂ ਪੁਰਾਣੇ ਮਾਪਦੰਡਾਂ ਨੂੰ ਨਜ਼ਰਅੰਦਾਜ਼ ਕਰਨਾ ਸਭ ਤੋਂ ਵਧੀਆ ਹੈ ਅਤੇ ਤਾਰ ਨੂੰ ਮਿਲੀਮੀਟਰ ਵਿੱਚ ਇਸਦੇ ਵਿਆਸ ਦੁਆਰਾ ਵੇਖੋ।
ਇੱਥੇ ਅਕਾਰ ਦੀ ਇੱਕ ਸਾਰਣੀ ਹੈ ਜੋ ਕਿਸੇ ਵੀ ਤਾਰ ਨੂੰ ਸ਼ਾਮਲ ਕਰੇਗੀ ਜਿਸਦੀ ਇੱਕ ਚੁੰਬਕ ਕੋਇਲ ਲਈ ਲੋੜ ਪੈਣ ਦੀ ਸੰਭਾਵਨਾ ਹੈ।
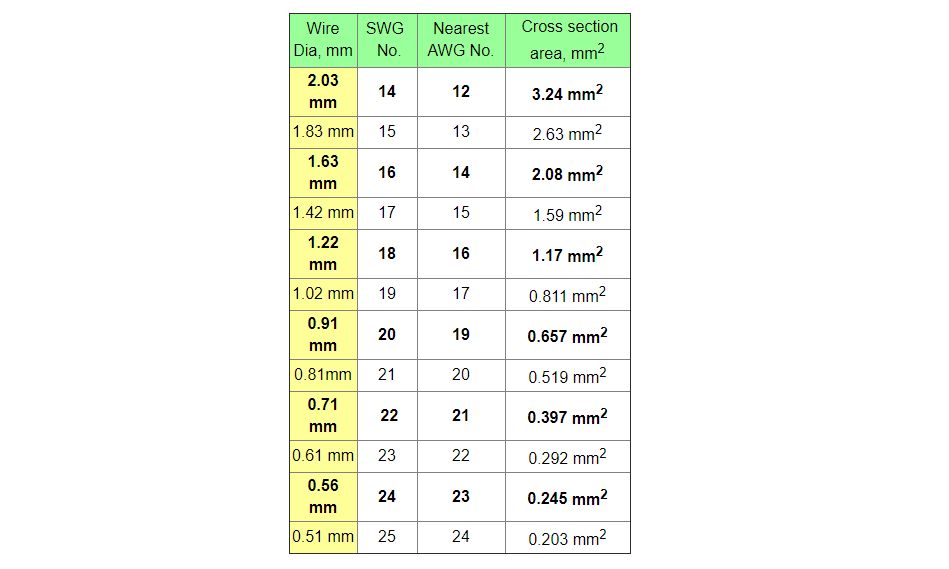
ਬੋਲਡ ਕਿਸਮ ਵਿੱਚ ਤਾਰ ਦੇ ਆਕਾਰ ਸਭ ਤੋਂ ਵੱਧ ਸਟਾਕ ਕੀਤੇ ਆਕਾਰ ਹੁੰਦੇ ਹਨ ਇਸ ਲਈ ਤਰਜੀਹੀ ਤੌਰ 'ਤੇ ਇਹਨਾਂ ਵਿੱਚੋਂ ਇੱਕ ਦੀ ਚੋਣ ਕਰੋ।
ਉਦਾਹਰਨ ਲਈ ਬੈਜਰ ਵਾਇਰ, NSW, ਆਸਟ੍ਰੇਲੀਆ ਐਨੀਲਡ ਕਾਪਰ ਤਾਰ ਵਿੱਚ ਹੇਠਾਂ ਦਿੱਤੇ ਆਕਾਰਾਂ ਦਾ ਸਟਾਕ ਕਰਦਾ ਹੈ:
0.56, 0.71, 0.91, 1.22, 1.63, 2.03, 2.6, 3.2 ਮਿਲੀਮੀਟਰ।
ਕਿਸੇ ਵੀ ਸਵਾਲ ਜਾਂ ਟਿੱਪਣੀਆਂ ਲਈ ਕਿਰਪਾ ਕਰਕੇ ਮੇਰੇ ਨਾਲ ਸੰਪਰਕ ਕਰੋ।
ਪੋਸਟ ਟਾਈਮ: ਅਕਤੂਬਰ-12-2022