JDCBEND ਟ੍ਰਬਲ ਸ਼ੂਟਿੰਗ ਗਾਈਡ
ਟ੍ਰਬਲ ਸ਼ੂਟਿੰਗ ਗਾਈਡ
ਬਿਜਲਈ ਸਮੱਸਿਆਵਾਂ ਨੂੰ ਠੀਕ ਕਰਨ ਦਾ ਸਭ ਤੋਂ ਆਸਾਨ ਤਰੀਕਾ ਹੈ JDC ਨਿਰਮਾਤਾ ਤੋਂ ਬਦਲੇ ਹੋਏ ਇਲੈਕਟ੍ਰੀਕਲ ਮੋਡੀਊਲ ਦਾ ਆਰਡਰ ਦੇਣਾ।ਇਹ ਐਕਸਚੇਂਜ ਦੇ ਆਧਾਰ 'ਤੇ ਸਪਲਾਈ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਇਸਲਈ ਇਸਦੀ ਕੀਮਤ ਕਾਫ਼ੀ ਵਾਜਬ ਹੈ।
ਇੱਕ ਐਕਸਚੇਂਜ ਮੋਡੀਊਲ ਲਈ ਭੇਜਣ ਤੋਂ ਪਹਿਲਾਂ ਤੁਸੀਂ ਹੇਠਾਂ ਦਿੱਤੇ ਦੀ ਜਾਂਚ ਕਰਨਾ ਚਾਹ ਸਕਦੇ ਹੋ:
ਜੇ ਮਸ਼ੀਨ ਬਿਲਕੁਲ ਨਹੀਂ ਚਲਦੀ:
a) ONOFF ਸਵਿੱਚ ਵਿੱਚ ਪਾਇਲਟ ਲਾਈਟ ਨੂੰ ਦੇਖ ਕੇ ਜਾਂਚ ਕਰੋ ਕਿ ਮਸ਼ੀਨ ਵਿੱਚ ਪਾਵਰ ਉਪਲਬਧ ਹੈ।
b) ਜੇਕਰ ਪਾਵਰ ਉਪਲਬਧ ਹੈ ਪਰ ਮਸ਼ੀਨ ਸਿਲ ਮਰ ਚੁੱਕੀ ਹੈ ਪਰ ਬਹੁਤ ਗਰਮ ਮਹਿਸੂਸ ਕਰਦੀ ਹੈ ਤਾਂ ਥਰਮਲ ਕੱਟ-ਆਊਟ ਟਿਪ ਹੋ ਸਕਦਾ ਹੈ।ਇਸ ਸਥਿਤੀ ਵਿੱਚ ਮਸ਼ੀਨ ਦੇ ਠੰਡਾ ਹੋਣ ਤੱਕ ਉਡੀਕ ਕਰੋ (ਲਗਭਗ % ਇੱਕ ਘੰਟਾ) ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਦੁਬਾਰਾ ਕੋਸ਼ਿਸ਼ ਕਰੋ।
c) ਦੋ-ਹੱਥਾਂ ਵਾਲੇ ਸ਼ੁਰੂਆਤੀ ਇੰਟਰਲਾਕ ਲਈ ਹੈਂਡਲ ਨੂੰ ਖਿੱਚਣ ਤੋਂ ਪਹਿਲਾਂ START ਬਟਨ ਨੂੰ ਦਬਾਉਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।ਜੇਕਰ ਹੈਂਡਲ ਪਹਿਲਾਂ ਖਿੱਚਿਆ ਜਾਵੇ ਤਾਂ ਮਸ਼ੀਨ ਨਹੀਂ ਚੱਲੇਗੀ।ਇਹ ਵੀ ਹੋ ਸਕਦਾ ਹੈ ਕਿ START ਬਟਨ ਦਬਾਏ ਜਾਣ ਤੋਂ ਪਹਿਲਾਂ "ਐਂਗਲ ਮਾਈਕ੍ਰੋਸਵਿੱਚ" ਨੂੰ ਚਲਾਉਣ ਲਈ ਝੁਕਣ ਵਾਲੀ ਬੀਮ ਕਾਫ਼ੀ ਹਿੱਲ ਜਾਵੇ (ਜਾਂ ਬੰਪ ਹੋ ਗਈ ਹੋਵੇ)।ਜੇਕਰ ਅਜਿਹਾ ਹੁੰਦਾ ਹੈ ਤਾਂ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਹੈਂਡਲ ਨੂੰ ਪਹਿਲਾਂ ਪੂਰੀ ਤਰ੍ਹਾਂ ਪਿੱਛੇ ਧੱਕਿਆ ਗਿਆ ਹੈ।ਜੇਕਰ ਇਹ ਇੱਕ ਸਥਾਈ ਸਮੱਸਿਆ ਹੈ ਤਾਂ ਇਹ ਦਰਸਾਉਂਦਾ ਹੈ ਕਿ ਮਾਈਕ੍ਰੋਸਵਿਚ ਐਕਟੁਏਟਰ ਨੂੰ ਐਡਜਸਟਮੈਂਟ ਦੀ ਲੋੜ ਹੈ (ਹੇਠਾਂ ਦੇਖੋ)।
d) ਇੱਕ ਹੋਰ ਸੰਭਾਵਨਾ ਇਹ ਹੈ ਕਿ START ਬਟਨ ਨੁਕਸਦਾਰ ਹੋ ਸਕਦਾ ਹੈ।ਜੇਕਰ ਤੁਹਾਡੇ ਕੋਲ ਮਾਡਲ 1250E ਜਾਂ ਇਸ ਤੋਂ ਵੱਡਾ ਹੈ ਤਾਂ ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਮਸ਼ੀਨ ਨੂੰ ਕਿਸੇ ਇੱਕ ਵਿਕਲਪਿਕ START ਬਟਨ ਜਾਂ ਫੁੱਟਸਵਿੱਚ ਨਾਲ ਸ਼ੁਰੂ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
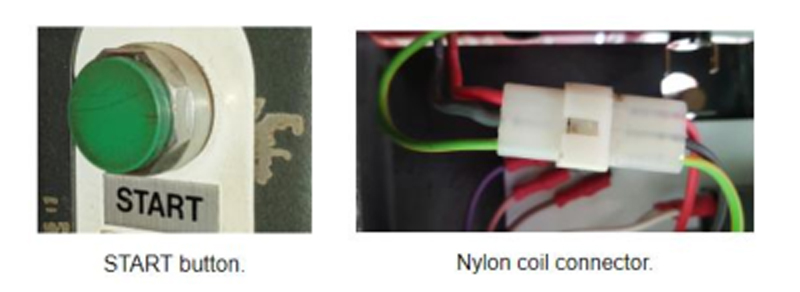
e) ਨਾਈਲੋਨ ਕਨੈਕਟਰ ਦੀ ਵੀ ਜਾਂਚ ਕਰੋ ਜੋ ਇਲੈਕਟ੍ਰੀਕਲ ਮੋਡੀਊਲ ਨੂੰ ਚੁੰਬਕ ਕੋਇਲ ਨਾਲ ਜੋੜਦਾ ਹੈ।
f) ਜੇਕਰ ਕਲੈਂਪਿੰਗ ਕੰਮ ਨਹੀਂ ਕਰਦੀ ਹੈ ਪਰ START ਬਟਨ ਦੇ ਜਾਰੀ ਹੋਣ 'ਤੇ ਕਲੈਂਪਬਾਰ ਹੇਠਾਂ ਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਇਹ ਦਰਸਾਉਂਦਾ ਹੈ ਕਿ 15 ਮਾਈਕ੍ਰੋਫੈਰਾਡ (650E 'ਤੇ 10 μuF) ਕੈਪੇਸੀਟਰ ਨੁਕਸਦਾਰ ਹੈ ਅਤੇ ਇਸਨੂੰ ਬਦਲਣ ਦੀ ਲੋੜ ਹੋਵੇਗੀ।
g) ਜੇਕਰ ਮਸ਼ੀਨ ਚਲਾਉਂਦੇ ਸਮੇਂ ਬਾਹਰੀ ਫਿਊਜ਼ ਜਾਂ ਟ੍ਰਿਪ ਸੀਰੀਯੂਟ ਬ੍ਰੇਕਰਾਂ ਨੂੰ ਉਡਾਉਂਦੀ ਹੈ ਤਾਂ ਸਭ ਤੋਂ ਵੱਧ ਸੰਭਾਵਤ ਈਯੂਜ਼ ਇੱਕ ਬਲਾਊਨ ਬ੍ਰਿਜ-ਰਿਟੀਫਾਇਰ ਹੈ।ਅੰਦਰੂਨੀ ਮੁਰੰਮਤ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਮਸ਼ੀਨ ਨੂੰ ਪਾਵਰ ਆਊਟਲੇਟ ਤੋਂ ਅਨਪਲੱਗ ਕੀਤਾ ਗਿਆ ਹੈ।
ਇੱਕ ਢੁਕਵਾਂ ਰਿਪਲੇਸਮੈਂਟ ਰੀਕਟੀਫਾਇਰ;
ਆਰ ਐਸ ਕੰਪੋਨੈਂਟਸ ਭਾਗ ਨੰਬਰ: 227-8794
ਅਧਿਕਤਮ ਮੌਜੂਦਾ: 35 amps ਨਿਰੰਤਰ,
ਅਧਿਕਤਮ ਰਿਵਰਸ ਵੋਲਟੇਜ: 1000 ਵੋਲਟ,
ਟਰਮੀਨਲ: 14" ਤੇਜ਼ ਕਨੈਕਟ ਜਾਂ "ਫਾਸਟਨ'
ਲਗਭਗ ਕੀਮਤ: $12.00 ਬ੍ਰਿਜ ਰੀਕਟੀਫਾਇਰ ਚਿੱਤਰ

ਜੇਕਰ ਲਾਈਟ ਕਲੈਂਪਿੰਗ ਚੱਲਦੀ ਹੈ ਪਰ ਪੂਰੀ ਕਲੈਂਪਿੰਗ ਨਹੀਂ ਕਰਦੀ:
ਜਾਂਚ ਕਰੋ ਕਿ "ਐਂਗਲ ਮਾਈਕ੍ਰੋਸਵਿੱਚ" ਸਹੀ ਢੰਗ ਨਾਲ ਕੰਮ ਕਰ ਰਿਹਾ ਹੈ।
ਇਹ ਸਵਿੱਚ ਇੱਕ ਵਰਗ (ਜਾਂ ਗੋਲ) ਪਿੱਤਲ ਦੇ ਟੁਕੜੇ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ ਜੋ ਕਿ ਵਿਧੀ ਨੂੰ ਦਰਸਾਉਣ ਵਾਲੇ ਕੋਣ ਨਾਲ ਜੁੜਿਆ ਹੁੰਦਾ ਹੈ। ਜਦੋਂ ਹੈਂਡਲ ਨੂੰ ਖਿੱਚਿਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਝੁਕਣ ਵਾਲੀ ਬੀਮ ਘੁੰਮਦੀ ਹੈ ਜੋ ਪਿੱਤਲ ਦੇ ਐਕਟੁਏਟਰ ਨੂੰ ਇੱਕ ਰੋਟੇਸ਼ਨ ਪ੍ਰਦਾਨ ਕਰਦੀ ਹੈ।ਐਕਟੁਏਟਰ ਬਦਲੇ ਵਿੱਚ ਇਲੈਕਟ੍ਰੀਕਲ ਅਸੈਂਬਲੀ ਦੇ ਅੰਦਰ ਇੱਕ ਮਾਈਕ੍ਰੋਸਵਿੱਚ ਚਲਾਉਂਦਾ ਹੈ।
ਐਕਟੁਏਟਰ ਸਵਿੱਚ ਕਰੋ
ਮਾਡਲ 1000E 'ਤੇ ਮਾਈਕ੍ਰੋਸਵਿਚ ਐਕਟੁਏਟਰ
(ਹੋਰ ਮਾਡਲ ਇੱਕੋ ਸਿਧਾਂਤ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ)
ਅੰਦਰੋਂ ਐਕਟੁਏਟਰ
ਐਕਟੁਏਟਰ ਜਿਵੇਂ ਕਿ ਇਲੈਕਟ੍ਰੀਕਲ ਦੇ ਅੰਦਰੋਂ ਦੇਖਿਆ ਜਾਂਦਾ ਹੈ
ਅਸੈਂਬਲੀ
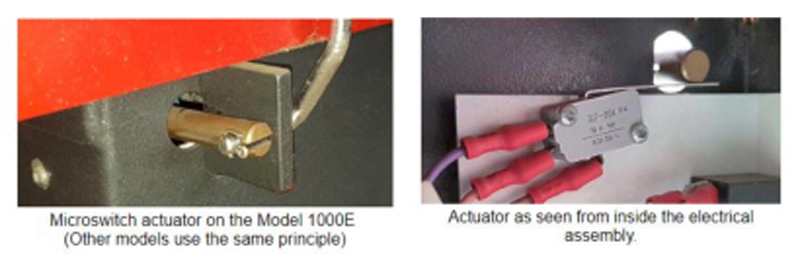
ਹੈਂਡਲ ਨੂੰ ਬਾਹਰ ਅਤੇ ਅੰਦਰ ਖਿੱਚੋ। ਤੁਸੀਂ ਮਾਈਕ੍ਰੋਸਵਿਚ ਨੂੰ ਚਾਲੂ ਅਤੇ ਬੰਦ 'ਤੇ ਕਲਿੱਕ ਕਰਦੇ ਸੁਣਨ ਦੇ ਯੋਗ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ (ਬਸ਼ਰਤੇ ਬੈਕਗ੍ਰਾਊਂਡ ਵਿੱਚ ਬਹੁਤ ਜ਼ਿਆਦਾ ਸ਼ੋਰ ਨਾ ਹੋਵੇ)।
ਜੇਕਰ ਸਵਿੱਚ ਚਾਲੂ ਅਤੇ ਬੰਦ 'ਤੇ ਕਲਿੱਕ ਨਹੀਂ ਕਰਦਾ ਹੈ ਤਾਂ ਝੁਕਣ ਵਾਲੀ ਬੀਮ ਨੂੰ ਸੱਜੇ ਪਾਸੇ ਵੱਲ ਸਵਿੰਗ ਕਰੋ ਤਾਂ ਕਿ ਪਿੱਤਲ ਦੇ ਐਕਟੁਏਟਰ ਨੂੰ ਦੇਖਿਆ ਜਾ ਸਕੇ।ਝੁਕਣ ਵਾਲੀ ਬੀਮ ਨੂੰ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਘੁੰਮਾਓ।ਐਕਟੁਏਟਰ ਨੂੰ ਮੋੜਨ ਵਾਲੀ ਬੀਮ ਦੇ ਜਵਾਬ ਵਿੱਚ ਘੁੰਮਣਾ ਚਾਹੀਦਾ ਹੈ (ਜਦੋਂ ਤੱਕ ਇਹ ਆਪਣੇ ਸਟਾਪਾਂ 'ਤੇ ਪਕੜਦਾ ਹੈ)- ਜੇਕਰ ਅਜਿਹਾ ਨਹੀਂ ਹੁੰਦਾ ਹੈ ਤਾਂ ਇਸਨੂੰ ਹੋਰ ਕਲਚਿੰਗ ਫੋਰਸ ਦੀ ਲੋੜ ਹੋ ਸਕਦੀ ਹੈ।1250E 'ਤੇ ਕਲਚਿੰਗ ਫੋਰਸ ਦੀ ਕਮੀ ਆਮ ਤੌਰ 'ਤੇ ਐਕਟੁਏਟਰ ਸ਼ਾਫਟ ਦੇ ਟਾਈਟ ਨਾ ਹੋਣ ਦੇ ਕਾਰਨ ਦੋ M8 ਕੈਪ-ਹੈੱਡ ਪੇਚਾਂ ਨਾਲ ਸਬੰਧਤ ਹੁੰਦੀ ਹੈ।ਜੇਕਰ ਐਕਟੁਏਟਰ ਘੁੰਮਦਾ ਹੈ ਅਤੇ ਠੀਕ ਹੈ ਪਰ ਫਿਰ ਵੀ ਮਾਈਕ੍ਰੋਸਵਿੱਚ 'ਤੇ ਕਲਿੱਕ ਨਹੀਂ ਕਰਦਾ ਹੈ ਤਾਂ ਇਸ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਦੀ ਲੋੜ ਹੋ ਸਕਦੀ ਹੈ।ਅਜਿਹਾ ਕਰਨ ਲਈ ਪਹਿਲਾਂ ਮਸ਼ੀਨ ਨੂੰ ਪਾਵਰ ਆਊਟਲੇਟ ਤੋਂ ਅਨਪਲੱਗ ਕਰੋ ਅਤੇ ਫਿਰ ਇਲੈਕਟ੍ਰੀਕਲ ਐਕਸੈਸ ਪੈਨਲ ਨੂੰ ਹਟਾਓ।
a) ਮਾਡਲ 1250E 'ਤੇ ਟਰਨ-ਆਨ ਪੁਆਇੰਟ ਨੂੰ ਇੱਕ ਪੇਚ ਨੂੰ ਟਿਊਮ ਕਰਕੇ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਜੋ ਐਕਟੁਏਟਰ ਵਿੱਚੋਂ ਲੰਘਦਾ ਹੈ।ਪੇਚ ਨੂੰ ਇਸ ਤਰ੍ਹਾਂ ਐਡਜਸਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਜਦੋਂ ਝੁਕਣ ਵਾਲੀ ਬੀਮ ਦਾ ਹੇਠਲਾ ਕਿਨਾਰਾ ਲਗਭਗ 4 ਮਿਲੀਮੀਟਰ ਹਿੱਲ ਜਾਵੇ ਤਾਂ ਸਵਿੱਚ ਕਲਿਕ ਕਰੇ।(650E ਅਤੇ 1000E 'ਤੇ ਮਾਈਕ੍ਰੋਸਵਿੱਚ ਦੀ ਬਾਂਹ ਨੂੰ ਮੋੜ ਕੇ ਸਮਝਦਾਰੀ ਦੀ ਵਿਵਸਥਾ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।)
b) ਜੇਕਰ ਐਕਚੁਏਟਰ ਠੀਕ ਤਰ੍ਹਾਂ ਕੰਮ ਕਰਨ ਦੇ ਬਾਵਜੂਦ ਮਾਈਕ੍ਰੋਸਵਿੱਚ ਚਾਲੂ ਅਤੇ ਬੰਦ 'ਤੇ ਕਲਿੱਕ ਨਹੀਂ ਕਰਦਾ ਹੈ ਤਾਂ ਸਵਿੱਚ ਆਪਣੇ ਆਪ ਅੰਦਰ ਫਿਊਜ਼ ਹੋ ਸਕਦਾ ਹੈ ਅਤੇ ਇਸਨੂੰ ਬਦਲਣ ਦੀ ਲੋੜ ਪਵੇਗੀ।
ਅੰਦਰੂਨੀ ਮੁਰੰਮਤ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਮਸ਼ੀਨ ਨੂੰ ਪਾਵਰ ਆਊਟਲੇਟ ਤੋਂ ਅਨਪਲੱਗ ਕੀਤਾ ਗਿਆ ਹੈ।
V3 ਮਾਈਕ੍ਰੋਸਵਿੱਚA ਢੁਕਵੀਂ ਬਦਲੀ V3 ਸਵਿੱਚ:
RS ਭਾਗ ਨੰਬਰ: 472-8235
ਮੌਜੂਦਾ ਰੇਟਿੰਗ: 16 amps
ਵੋਲਟੇਜ ਰੇਟਿੰਗ: 250 ਵੋਲਟ ਏ.ਸੀ
ਲੀਵਰ ਦੀ ਕਿਸਮ: ਲੰਬਾ

c) ਜੇਕਰ ਤੁਹਾਡੀ ਮਸ਼ੀਨ ਨੂੰ ਇੱਕ ਸਹਾਇਕ ਸਵਿੱਚ ਨਾਲ ਜੋੜਿਆ ਗਿਆ ਹੈ, ਤਾਂ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਇਹ "ਸਾਧਾਰਨ" ਸਥਿਤੀ ਵਿੱਚ ਬਦਲੀ ਹੋਈ ਹੈ।(ਜੇਕਰ ਸਵਿੱਚ "AUX CLAMP" ਸਥਿਤੀ ਵਿੱਚ ਹੈ ਤਾਂ ਓਲੀ ਲਾਈਟ ਕਲੈਂਪਿੰਗ ਉਪਲਬਧ ਹੋਵੇਗੀ)
ਜੇਕਰ ਕਲੈਂਪਿੰਗ ਠੀਕ ਹੈ ਪਰ ਮਸ਼ੀਨ ਦੇ ਬੰਦ ਹੋਣ 'ਤੇ ਕਲੈਂਪਬਾਰ ਜਾਰੀ ਨਹੀਂ ਹੁੰਦੇ ਹਨ:
ਇਹ ਰਿਵਰਸ ਪਲਸ ਡੀਮੈਗਨੇਟਾਈਜ਼ਿੰਗ ਸਰਕਟ ਦੀ ਅਸਫਲਤਾ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ।ਸਭ ਤੋਂ ਵੱਧ ਸੰਭਾਵਿਤ ਕਾਰਨ ਇੱਕ ਉੱਡਿਆ ਹੋਇਆ 6.8 ਓਮ ਪਾਵਰ ਰੋਧਕ ਹੋਵੇਗਾ।ਸਾਰੇ ਡਾਇਡਸ ਦੀ ਵੀ ਜਾਂਚ ਕਰੋ ਅਤੇ ਰੀਲੇਅ ਵਿੱਚ ਸੰਪਰਕਾਂ ਨੂੰ ਚਿਪਕਣ ਦੀ ਸੰਭਾਵਨਾ ਦੀ ਵੀ ਜਾਂਚ ਕਰੋ।
ਇੰਟਰਮਲ ਮੁਰੰਮਤ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਮਸ਼ੀਨ ਨੂੰ ਪਾਵਰ ਆਊਟਲ ਤੋਂ ਅਨਪਲੱਗ ਕੀਤਾ ਗਿਆ ਹੈ।
ਵਾਇਰਵਾਉਂਡ ਰੋਧਕ ਇੱਕ ਢੁਕਵਾਂ ਰਿਪਲੇਸਮੈਂਟ ਰੋਧਕ:
ਤੱਤ14 ਭਾਗ ਨੰ.145 7941
6.8 ਓਮ, 10 ਵਾਟ ਪਾਵਰ ਰੇਟਿੰਗ,
ਆਮ ਲਾਗਤ S1.00

ਜੇ ਮਸ਼ੀਨ ਭਾਰੀ ਗੇਜ ਸ਼ੀਟ ਨੂੰ ਮੋੜ ਨਹੀਂ ਦੇਵੇਗੀ:
a) ਜਾਂਚ ਕਰੋ ਕਿ ਕੰਮ ਮਸ਼ੀਨ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਅੰਦਰ ਹੈ।ਖਾਸ ਤੌਰ 'ਤੇ ਨੋਟ ਕਰੋ ਕਿ 1.6 ਮਿਲੀਮੀਟਰ (16 ਗੇਜ) ਮੋੜਨ ਲਈ ਐਕਸਟੈਂਸ਼ਨ ਪੱਟੀ ਨੂੰ ਮੋੜਨ ਵਾਲੀ ਬੀਮ ਨਾਲ ਜੋੜਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਇਹ ਕਿ ਘੱਟੋ-ਘੱਟ ਹੋਠ ਦੀ ਚੌੜਾਈ 30 ਮਿਲੀਮੀਟਰ ਹੈ।ਇਸਦਾ ਮਤਲਬ ਹੈ ਕਿ ਘੱਟੋ-ਘੱਟ 30 ਮਿਲੀਮੀਟਰ ਸਮੱਗਰੀ ਕਲੈਂਪਬਾਰ ਦੇ ਝੁਕਣ ਵਾਲੇ ਕਿਨਾਰੇ ਤੋਂ ਬਾਹਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।(ਇਹ ਅਲਮੀਨੀਅਮ ਅਤੇ ਦੇਖੋ ਦੋਵਾਂ 'ਤੇ ਲਾਗੂ ਹੁੰਦਾ ਹੈ।)
ਜੇ ਮੋੜ ਮਸ਼ੀਨ ਦੀ ਪੂਰੀ ਲੰਬਾਈ ਨਾ ਹੋਵੇ ਤਾਂ ਬੁੱਲ੍ਹਾਂ ਨੂੰ ਤੰਗ ਕਰਨਾ ਸੰਭਵ ਹੈ।
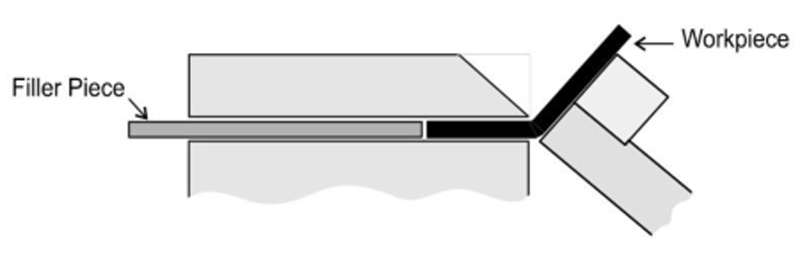
b) ਨਾਲ ਹੀ ਜੇਕਰ ਵਰਕਪੀਸ ਕਲੈਂਪਬਾਰ ਦੇ ਹੇਠਾਂ ਜਗ੍ਹਾ ਨਹੀਂ ਭਰਦੀ ਹੈ ਤਾਂ ਪ੍ਰਦਰਸ਼ਨ ਪ੍ਰਭਾਵਿਤ ਹੋ ਸਕਦਾ ਹੈ।ਵਧੀਆ ਨਤੀਜਿਆਂ ਲਈ ਹਮੇਸ਼ਾ ਕਲੈਂਪਬਾਰ ਦੇ ਹੇਠਾਂ ਵਾਲੀ ਥਾਂ ਨੂੰ ਵਰਕਪੀਸ ਜਿੰਨੀ ਮੋਟਾਈ ਸਟੀਲ ਦੇ ਟੁਕੜੇ ਨਾਲ ਭਰੋ।(ਵਧੀਆ ਚੁੰਬਕੀ ਕਲੈਂਪਿੰਗ ਲਈ ਫਲਰ ਟੁਕੜਾ ਸਟੀਲ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਭਾਵੇਂ ਵਰਕਪੀਸ ਸਟੀਲ ਨਾ ਹੋਵੇ)
ਇਹ ਵਰਕਪੀਸ 'ਤੇ ਇੱਕ ਬਹੁਤ ਹੀ ਤੰਗ ਬੁੱਲ੍ਹ ਬਣਾਉਣ ਦੀ ਲੋੜ ਹੈ, ਜੇ ਇਸ ਨੂੰ ਵਰਤਣ ਲਈ ਵਧੀਆ ਢੰਗ ਹੈ.